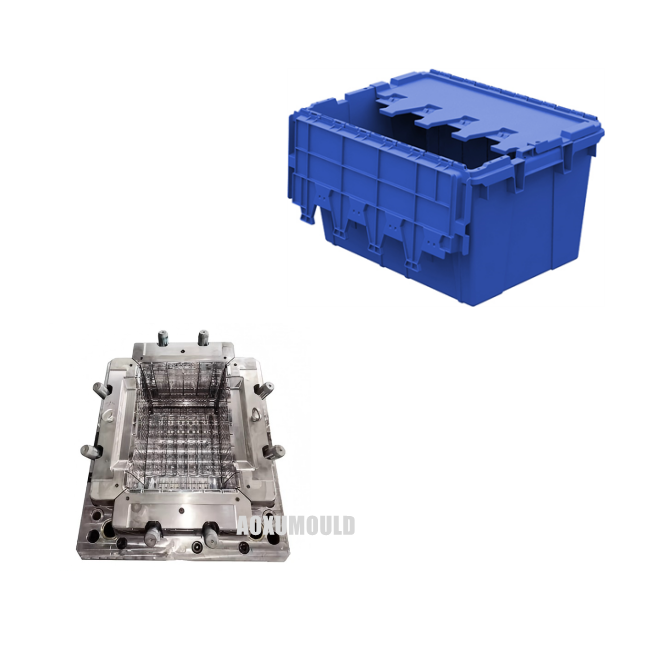



Spesifikasi Cetakan
|
Nama cetakan |
Cetakan kotak Logistik Plastik |
|
Bahan produk |
HDPE/PP |
|
Ukuran Produk |
600x400x280mm |
|
Berat produk |
2.8KG |
|
Bahan cetakan untuk rongga &. Inti |
P20/718H/H13 |
|
TIDAK ada rongga |
1 rongga |
|
Sistem injeksi |
Pelari panas |
|
Mesin injeksi yang cocok |
650T |
|
Ukuran cetakan |
850X580X900mm |
|
Berat cetakan |
3500 KG |
|
Cetakan seumur hidup |
lebih dari 500,000pcs |
|
Waktu Pengiriman |
55 hari |

Bagaimana Cara Mendesain Kotak Logistik Plastik yang Baik?
1.Tentukan Tujuan dan Persyaratan
Fungsionalitas: Pertimbangkan item apa yang akan ditampung kotak itu. Misalnya, jika ditujukan untuk barang yang mudah pecah, Anda mungkin perlu merancang sekat internal atau fitur bantalan. Jika untuk barang berat, kotak tersebut harus memiliki daya dukung beban yang tinggi.
Ukuran: Ukur dimensi khas benda yang akan disimpan atau diangkut. Pastikan kotak menyediakan ruang yang cukup dengan sedikit ruang untuk memudahkan pengepakan dan pembongkaran. Selain itu, pertimbangkan ukuran palet atau rak penyimpanan standar untuk mengoptimalkan pemanfaatan ruang.
Stackability: Rancang kotak agar dapat ditumpuk dengan aman. Hal ini mungkin melibatkan fitur-fitur seperti bagian atas dan bawah tersembunyi yang dipasang secara tepat atau sudut yang diperkuat untuk menopang berat tumpukan kotak.
Pertimbangkan Properti Material
Jenis Plastik: Pilih bahan plastik yang sesuai berdasarkan faktor-faktor seperti kekuatan, fleksibilitas, dan biaya. Polietilen densitas tinggi (HDPE) adalah pilihan umum karena daya tahannya, ketahanan benturan, dan ketahanan terhadap bahan kimia.
Ketebalan Dinding: Tentukan ketebalan dinding kotak yang sesuai. Dinding yang lebih tebal memberikan lebih banyak kekuatan tetapi juga meningkatkan biaya dan berat. Anda dapat menggunakan perhitungan atau simulasi teknik untuk menemukan ketebalan optimal untuk kebutuhan bantalan beban yang diinginkan.
3. Rancang Strukturnya
Alas dan Sisi: Alas harus lebar dan stabil untuk mencegah terjungkal. Sisi-sisinya dapat dirancang dengan rusuk atau kerutan untuk meningkatkan kekuatan. Misalnya, rusuk vertikal dapat meningkatkan ketahanan kotak terhadap gaya lateral.
Pegangan dan Bukaan: Dilengkapi pegangan yang mudah digenggam dan cukup kuat untuk menopang berat kotak yang berisi muatan. Rancang bukaan sedemikian rupa sehingga memungkinkan akses mudah ke isinya, seperti tutup berengsel atau bagian atas yang cukup besar dan dapat dilepas.
Desain Untuk Produk &. Cetakan

Bagaimana Cara Membuat Cetakan Kotak Logistik Plastik Berkualitas?
1. Pemilihan bahan
• Pilih bahan cetakan yang sesuai berdasarkan faktor-faktor seperti volume produksi yang diharapkan, bahan plastik yang digunakan, dan ketelitian yang diperlukan. Bahan yang umum digunakan antara lain baja paduan seperti P20 dan H13. Bahan-bahan ini memiliki kekerasan, ketahanan aus, dan kinerja perlakuan panas yang baik.
2.Pemesinan
• Pemesinan kasar: Gunakan metode pemesinan seperti penggilingan dan pembubutan untuk menghilangkan sebagian besar bahan berlebih dari blanko cetakan untuk membentuk bentuk cetakan secara kasar.
• Selesaikan pemesinan: Gunakan peralatan pemesinan presisi seperti pusat permesinan CNC untuk mencapai pemesinan presisi tinggi pada rongga cetakan, inti, dan bagian penting lainnya untuk memastikan kekasaran permukaan dan keakuratan dimensi memenuhi persyaratan. Proses ini juga mencakup pengerjaan detail seperti saluran pendingin.

3. Perlakuan panas
• Melakukan proses perlakuan panas seperti quenching dan tempering pada bagian cetakan yang dikerjakan untuk meningkatkan kekerasan dan kekuatan cetakan, serta meningkatkan ketahanan aus dan masa pakainya.
4. Perawatan permukaan
• Oleskan perawatan permukaan seperti pemolesan, pelapisan, atau tekstur pada permukaan rongga cetakan. Pemolesan dapat meningkatkan permukaan akhir bagian plastik yang dihasilkan, dan pelapisan dapat meningkatkan ketahanan korosi dan kinerja pelepasan cetakan.
5. Perakitan dan debugging
• Rakit berbagai komponen cetakan, termasuk rongga, inti, sistem ejeksi, dan sistem saluran, dan pastikan perakitannya akurat dan pergerakannya lancar. Kemudian, lakukan uji coba dan debugging dengan mesin cetak injeksi yang sesuai, sesuaikan parameter seperti tekanan injeksi, suhu, dan waktu siklus untuk mengoptimalkan proses pengisian cetakan dan demoulding hingga kotak logistik plastik yang memenuhi syarat dapat diproduksi secara stabil.
Ini adalah proses kompleks yang biasanya memerlukan partisipasi teknisi pembuat cetakan berpengalaman dan peralatan manufaktur canggih.
Apa'Jenis Baja Apa Yang Cocok Untuk Cetakan Kotak Logistik?

Beberapa jenis baja yang cocok untuk cetakan kotak logistik plastik:
1. Baja P20
Ini adalah baja yang sudah dikeraskan sebelumnya. Baja P20 memiliki kemampuan mesin yang baik, artinya dapat dengan mudah dibentuk dan dirinci selama proses pembuatan cetakan. Ia juga menawarkan keseimbangan yang baik antara kekuatan dan ketangguhan. Permukaan yang mengeras dapat menahan tekanan dan gesekan selama pencetakan injeksi kotak logistik plastik dan memiliki masa pakai yang relatif lama.
2.Baja H13
H13 adalah baja cetakan kerja panas. Ia memiliki ketahanan panas yang sangat baik, yang sangat penting karena selama proses pencetakan injeksi, cetakan sering kali mengalami lelehan plastik bersuhu tinggi. Ia dapat mempertahankan sifat mekanik dan stabilitas dimensinya dalam kondisi suhu tinggi. Ia juga memiliki kekuatan tinggi dan ketahanan aus yang baik, cocok untuk cetakan dengan kebutuhan produksi kotak logistik plastik bervolume tinggi.
Bagaimana Cara Mempertahankan Cetakan Kotak Logistik Kami?

1. Pembersihan rutin
Setelah digunakan, bersihkan cetakan dengan hati-hati untuk menghilangkan sisa plastik, kotoran, dan kotoran lainnya. Anda dapat menggunakan alat seperti sikat kawat kuningan untuk membersihkan rongga dan permukaan inti dengan lembut tanpa menggores permukaan cetakan.
Gunakan pelarut yang sesuai, seperti bahan pembersih jamur khusus, untuk melarutkan dan menghilangkan sisa plastik yang membandel. Pastikan pelarut tidak menimbulkan korosi pada bahan cetakan.
2. Pelumasan
Oleskan pelumas pada bagian cetakan yang bergerak, seperti pin ejektor dan penggeser. Pelumas berkualitas tinggi dapat mengurangi gesekan, mencegah keausan dan memastikan kelancaran pergerakan bagian-bagian ini selama proses demoulding.
3.Inspeksi dan perbaikan
Periksa cetakan secara teratur untuk melihat tanda-tanda keausan, retak atau kerusakan lainnya. Fokus pada area seperti permukaan rongga, garis perpisahan, dan sistem ejektor. Jika ditemukan masalah, perbaiki tepat waktu. Kerusakan kecil pada permukaan dapat diperbaiki melalui pemolesan dan metode lainnya, dan kerusakan yang lebih serius mungkin memerlukan pengelasan dan pemesinan ulang.
4. Pencegahan karat
Jika cetakan tidak digunakan dalam waktu lama, lakukan tindakan pencegahan karat. Lapisi permukaan cetakan dengan minyak anti karat untuk membentuk lapisan pelindung dan mencegah cetakan berkarat karena kelembapan dan faktor lainnya.
5. Penyimpanan yang tepat
Simpan cetakan di lingkungan yang kering dan berventilasi dengan suhu yang sesuai. Hindari menyimpannya di tempat dengan kelembapan tinggi atau banyak debu. Anda dapat menggunakan rak penyimpanan cetakan untuk menjaga cetakan tetap dalam posisi tegak untuk mencegah deformasi.
Kemasan &. Pengiriman

Komponen Cetakan
Baja Cetakan

Sistem Pelari Panas

Bagian Standar

Umpan Balik Pelanggan

Pertanyaan Umum
T: Bagaimana cara menentukan tata letak rongga terbaik untuk cetakan multi rongga?
A: Pertimbangkan ukuran dan bentuk kotak logistik, kekuatan penjepitan yang tersedia dari mesin cetak injeksi, dan volume produksi yang dibutuhkan. Cobalah untuk menyeimbangkan pengisian cetakan secara merata di antara rongga untuk memastikan kualitas bagian yang konsisten. Misalnya, jika kotaknya besar, cetakan dengan rongga tunggal atau rongga ganda mungkin lebih cocok untuk menghindari masalah dengan kekuatan penjepitan yang tidak mencukupi.
T: Fitur desain apa yang penting agar proses demoulding mudah?
J: Sudut draf yang memadai pada permukaan vertikal desain kotak sangatlah penting. Biasanya, sudut draf sebesar 1 - 3 derajat direkomendasikan. Selain itu, pertimbangkan lokasi dan desain sistem ejeksi, seperti pin ejektor yang ditempatkan di area kotak yang tidak terlihat atau tidak berfungsi untuk menghindari bekas pada produk jadi.
T: Kelas baja manakah yang paling hemat biaya untuk cetakan produksi volume sedang?
J: Baja P20 seringkali merupakan pilihan yang baik untuk produksi volume menengah. Ini memiliki kemampuan mesin yang baik, dapat dikeraskan terlebih dahulu, dan memberikan keseimbangan yang wajar antara biaya dan kinerja. Bahan ini dapat menahan tekanan dan keausan yang terkait dengan pencetakan kotak logistik plastik dalam skala produksi jangka menengah.
T: Bagaimana cara memilih bahan pelapis untuk permukaan cetakan?
J: Untuk cetakan kotak logistik plastik, lapisan anti lengket seperti lapisan berbahan dasar PTFE dapat bermanfaat. Ini membantu pelepasan bagian plastik dengan mudah dan juga dapat memberikan ketahanan terhadap korosi. Pertimbangkan jenis plastik yang dicetak dan jumlah siklus yang diharapkan saat memilih pelapis.
T: Berapa kisaran toleransi yang dapat diterima untuk dimensi cetakan?
A: Toleransinya tergantung pada ukuran kotak dan presisi yang dibutuhkan. Secara umum, untuk kotak logistik yang lebih besar, toleransi sebesar ±{0}}.1 - 0.3 mm untuk dimensi keseluruhan rongga cetakan mungkin dapat diterima. Namun, untuk fitur penting seperti lubang pemasangan atau permukaan berpasangan, mungkin diperlukan toleransi yang lebih ketat sekitar ±0,05 mm.
T: Bagaimana cara memastikan keakuratan pemesinan saluran pendingin?
J: Gunakan teknik pemesinan CNC tingkat lanjut dan perkakas yang presisi. Saluran pendingin harus dibor atau digiling dengan peralatan presisi tinggi dan kemudian diverifikasi menggunakan alat inspeksi seperti borescope. Saluran harus memiliki hasil akhir yang halus untuk memastikan perpindahan panas yang efisien dan menghindari titik panas pada cetakan.
T: Apa saja poin penting yang harus diperiksa selama perakitan cetakan?
A: Periksa keselarasan rongga dan komponen inti. Pastikan sistem ejeksi beroperasi dengan lancar tanpa ikatan apa pun. Selain itu, verifikasi bahwa sistem gerbang dipasang dengan benar dan tidak ada kebocoran atau penyumbatan. Misalnya, semak sariawan harus terpasang dengan kuat dan sejajar dengan unit injeksi mesin cetak.
T: Bagaimana cara memecahkan masalah selama fase pengujian cetakan?
A: Jika ada masalah seperti tembakan pendek (pengisian tidak lengkap), periksa dulu pengaturan tekanan injeksi, suhu, dan kecepatan. Jika ada cacat kosmetik pada kotak, periksa permukaan rongga cetakan dan kualitas lapisan cetakan. Untuk masalah demoulding, tinjau sudut draft dan pengoperasian sistem ejeksi.





