



Spesifikasi jamur
|
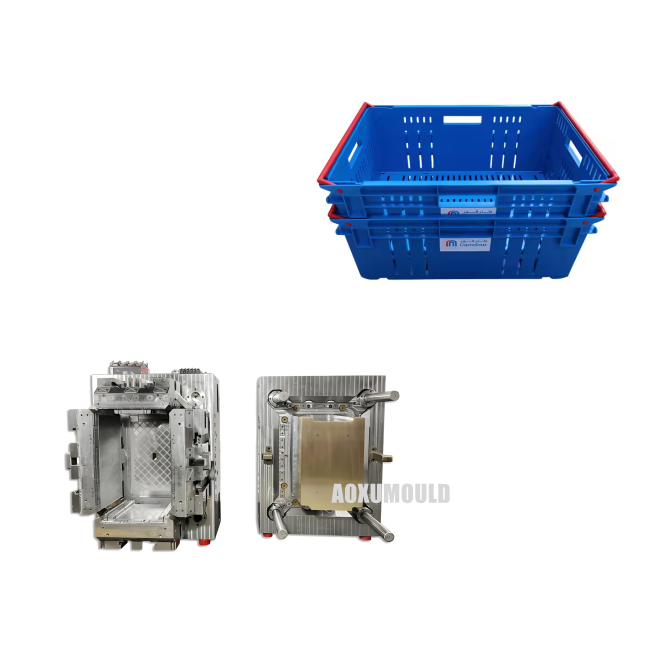
Nama cetakan |
Cetakan peti bersarang plastik |
|
Bahan produk |
HDPE/pp |
|
Ukuran produk |
600 x 400 x 300mm |
|
Bahan cetakan untuk rongga &. Inti |
P20/718H/H13/2738 |
|
Nos rongga |
1 rongga |
|
Sistem Injeksi |
Pelari panas |
|
Mesin injeksi yang cocok |
480T |
|
Ukuran cetakan |
1050x780x700mm |
|
Berat jamur |
6200kg |
|
Cetakan masa hidup |
lebih dari 500, 000 pcs |
|
Waktu pengiriman |
50 hari |
Apa's PeralatanApakah kita perluPlastikPetiJalur produksi?
1. Sistem Penanganan Bahan
Bahan baku, pengering hopper, loader otomatis, blender pencampuran
2. Peralatan Molding
Mesin cetakan injeksi, cetakan.
Kami berspesialisasi dalam merancang dan memproduksi cetakan injeksi kinerja tinggi untuk berbagai jenis peti/wadah sarang plastik.
3. Memisahkan &. Demolding
Unit chiller, lengan robot
4. Peralatan pemrosesan pos
Mesin pemangkasan, sistem pencetakan
Bagaimana peti plastik dicetak?

Peti sarang plastik (juga disebut totic atau wadah plastik) biasanya diproduksi melalui cetakan injeksi, proses efisiensi tinggi untuk produksi massal.
1. Persiapan material
- Bahan baku: pelet polypropylene (PP) atau polietilen kepadatan tinggi (HDPE) dipilih untuk daya tahan, sifat ringan, dan daur ulang.
- Pengeringan: Pelet dikeringkan untuk menghilangkan kelembaban, memastikan kinerja peleburan dan cetakan yang optimal.
2. Siklus cetakan injeksi
- Peleburan: Pelet dimasukkan ke dalam mesin cetakan injeksi dan dipanaskan ke keadaan cair (biasanya 200-300 derajat).
- Injeksi: Plastik cair disuntikkan di bawah tekanan tinggi ke dalam rongga cetakan baja yang dirancang sebelumnya berbentuk seperti peti.
- Pendinginan: Cetakan didinginkan dengan cepat (melalui saluran air) untuk memperkuat plastik ke dalam struktur peti.
- Ejeksi: Setelah mengeras, cetakan terbuka, dan pin ejector mendorong peti yang sudah jadi.
3. Desain cetakan
- Kustomisasi: Cetakan direkayasa dengan presisi untuk menentukan ukuran peti, ketebalan dinding, pegangan, dan fitur susun.
4. Pasca pemrosesan
- Pemangkasan: Kelebihan plastik (misalnya, flash di sekitar tepi) dilepas secara manual atau melalui otomatisasi.
- Pemeriksaan Kualitas: Peti diperiksa untuk cacat, akurasi dimensi, dan kapasitas penahan beban.
-Add-On Opsional: Fitur seperti tekstur anti-selip, label, atau tag RFID dapat ditambahkan.
5. Otomatisasi & Efisiensi
Fasilitas modern menggunakan lengan robot untuk menangani cetakan dan produk jadi, memungkinkan produksi 24/7 terus menerus dengan limbah minimal.
Proses ini memastikan peti plastik kuat, ringan, dan ideal untuk logistik, pertanian, atau penggunaan ritel.
BagaimanaTo Desain TStrukturnyaAPlastikBersarangPeti mould?

Merancang cetakan peti bersarang plastik melibatkan pendekatan sistematis untuk memastikan fungsionalitas, kemampuan manufaktur, dan efisiensi. Inilah gangguan terstruktur:
1. Pertimbangan Desain Bagian
- Dinding meruncing: Menerapkan sudut draft 1-3 derajat pada dinding vertikal untuk memfasilitasi demolding dan memungkinkan bersarang. Saldo draft sudut untuk menghindari ruang yang berlebihan antara peti bersarang.
- Ketebalan Dinding Seragam: Pertahankan ketebalan 2–4mm (sesuaikan berdasarkan material, misalnya, PP atau HDPE) untuk mencegah cacat. Ribs harus 5 0 - 70% dari ketebalan dinding dengan draft 0,5–1 derajat.
- Bala bantuan struktural: Tambahkan tulang rusuk ke pangkalan dan sisi untuk kekuatan. Sejajarkan iga dengan arah demolding dan pastikan draft yang tepat.
- Fitur Penanganan/Penumpukan: Pegangan desain sebagai guntingan radius untuk menghindari konsentrasi stres. Sertakan pelek/bibir yang saling terkait untuk penumpukan yang stabil.
2. Desain Struktur Cetakan
- Inti dan rongga: cetakan terpisah menjadi dua bagian (inti untuk permukaan bagian dalam, rongga untuk luar). Pastikan penempatan jalur pemisahan meminimalkan visibilitas flash (misalnya, di sepanjang tepi peti).
- Venting: mengintegrasikan ventilasi dangkal (0. 0 2–0.04mm) di garis perpisahan dan tulang rusuk dalam untuk mencegah perangkap udara.
- Sistem pendingin: Gunakan saluran pendingin konformal di dekat bagian tebal (misalnya, tulang rusuk) untuk pendinginan yang seragam. Pertimbangkan baffle/bubbler untuk area yang dalam.
- Sistem ejeksi: Pin posisi ejector di bawah tulang rusuk dan tepi bahkan untuk distribusi kekuatan. Gunakan pelat penari telanjang untuk permukaan besar jika diperlukan.
-Gating: Pilih gerbang tepi untuk memastikan bahkan mengisi dan meminimalkan tanda yang terlihat. Hindari gerbang tengah kecuali diperlukan untuk simetri.
3. Bahan dan Manufaktur
- Bahan cetakan: Pilih baja P20/H13 untuk produksi volume tinggi; Aluminium untuk prototipe/volume rendah.
- Kompensasi penyusutan: Dimensi cetakan skala oleh penyusutan material (misalnya, 1,5-2% untuk PP).
- Surface Finish: Terapkan tekstur untuk menyembunyikan tanda ejector dan meningkatkan cengkeraman. Hindari hasil akhir yang berkilau tinggi.
4. Validasi dan Pengujian
-Simulasi: Gunakan analisis aliran cetakan untuk memprediksi pola pengisian, pendinginan, dan cacat potensial (garis las, warpage).
- Prototyping: Tes dengan cetakan 3D-cetak atau lunak untuk memverifikasi sarang, kekuatan, dan ergonomi.
- Toleransi: Pastikan toleransi yang ketat untuk fitur yang saling terkait untuk menjamin sarang yang konsisten.
5. Menghindari kompleksitas
- Undercuts: Pegangan desain sebagai guntingan sederhana tanpa pengotoran untuk menghilangkan kebutuhan akan slide/pengangkat.
- Ejeksi yang disederhanakan: Mengoptimalkan sudut draft dan penempatan ejector untuk menghindari lengket.
AdalahASistem pelari panas dibutuhkanFatau plastikBersarangInjeksi peti mouLDS?

Keputusan untuk menggunakan sistem pelari panas dalam cetakan injeksi peti plastik tergantung pada:
1. Volume Produksi
-Pelari panas direkomendasikan: Untuk produksi jangka panjang, volume tinggi (misalnya, 100K+ unit), ini mengurangi limbah material, memperpendek waktu siklus, dan menurunkan biaya.
- Cold Runner Cukup: Untuk batch kecil atau cetakan sederhana, pelari dingin menawarkan biaya dimuka yang lebih rendah.
2. Desain Produk
- Peti plastik biasanya berdinding tipis dan sederhana secara struktural. Seorang pelari panas memastikan distribusi lelehan yang seragam, meminimalkan cacat seperti tanda wastafel atau warpage.
- Pelari panas Excel dalam desain multi-gerbang dengan menyeimbangkan aliran melt.
3. Biaya vs. efisiensi
- Hot Runner Pro: Menghilangkan memo pelari, mempercepat siklus, mengurangi pasca pemrosesan.
- Hot Runner Cons: Biaya cetakan yang lebih tinggi, pemeliharaan yang kompleks, dan persyaratan kontrol suhu yang tepat.
Komponen cetakan
Baja cetakan

Sistem pelari panas

Bagian standar

Kemasan &. Pengiriman

BagaimanaTo Menjaga cetakan injeksi peti plastik?
Pemeliharaan yang tepat dari cetakan injeksi peti plastik sangat penting untuk memastikan kualitas produk, memperpanjang umur cetakan, dan mengurangi waktu henti produksi. Ikuti pedoman ini untuk perawatan cetakan yang efektif:
1. Pemeliharaan harian
A. Bersihkan setelah digunakan:
- Lepaskan sisa plastik, debu, atau puing -puing dari permukaan cetakan, rongga, dan ventilasi menggunakan sikat lembut atau udara terkompresi.
- Hindari alat abrasif untuk mencegah goresan permukaan.
B.LUBRICASI:
-Oleskan lapisan tipis pelumas yang tahan suhu tinggi untuk memandu pin, pin ejector, dan komponen geser.
- Gunakan pelumas non-silikon untuk menghindari kontaminasi.
C. Menginspeksi kerusakan:
- Periksa keausan, retak, atau korosi pada komponen kritis (misalnya, inti, rongga, sistem ejector).
- Mengatasi masalah kecil segera untuk mencegah eskalasi.

2. Pembersihan dalam berkala
A. Komponen Bongkar:
- Secara teratur membongkar pin ejector, slider, dan saluran pendingin untuk pembersihan menyeluruh.
- Gunakan pembersihan ultrasonik atau pembersih cetakan khusus untuk residu yang keras kepala.
B. Pemeliharaan Sistem Pendeta:
- Saluran pendingin flush untuk mencegah penumpukan atau penyumbatan skala.
- Pastikan aliran pendingin yang konsisten untuk menghindari panas berlebih.
3. Pencegahan Korosi
A. Lapisan Anti-Rust:
- Gunakan inhibitor karat atau semprotan pelindung pada permukaan cetakan, terutama selama penyimpanan jangka panjang.
- Kontrol Kelembaban:
- Simpan cetakan di lingkungan kering yang dikendalikan suhu (kelembaban ideal:<50%).
4. Penyelarasan & Kalibrasi
A. Periksa penyelarasan cetakan:
- Verifikasi penyelarasan cetakan yang tepat untuk mencegah keausan atau berkedip yang tidak rata.
- Gunakan alat presisi (misalnya, indikator dial) untuk penyesuaian.
B. Monitor kekuatan penjepit:
- Pastikan tekanan penjepit yang optimal untuk menghindari deformasi jamur.
5. Perbaikan & Penggantian
- Perbaiki kerusakan kecil segera:
- Perbaiki goresan atau penyok menggunakan pemolesan atau EDM (pemesinan pelepasan listrik).
- Ganti bagian yang usang:
- Ganti tepat waktu mengganti pin ejector, busing, atau segel untuk mempertahankan fungsionalitas.
6. Penyimpanan Praktik Terbaik
A. Permukaan cetakan:
- Mantel permukaan dengan agen pelepasan cetakan atau minyak anti-rust sebelum penyimpanan.
B.Gunakan Blok Dukungan:
- Masukkan blok kayu/logam di antara bagian cetakan untuk meredakan tegangan pada komponen.
7. Dokumentasi &. Pelatihan
- Pertahankan log:
- Rekam tanggal pemeliharaan, masalah, dan perbaikan untuk penelusuran.
- Operator kereta:
- Pastikan staf mengikuti prosedur penanganan yang tepat dan protokol keselamatan.
Umpan balik pelanggan

Umpan balik pelanggan
Mengapa memilih kami untuk cetakan injeksi peti sarang plastik Anda?
1. Keahlian &. Teknik Presisi
Dengan lebih dari 16 tahun pengalaman khusus dalam desain dan manufaktur cetakan injeksi, kami memberikan cetakan yang presisi tinggi dan tahan lama yang disesuaikan untuk peti plastik. Tim teknik kami menggabungkan teknologi CAD/CAM yang mutakhir dengan pengetahuan industri langsung untuk mengoptimalkan kinerja cetakan, memastikan siklus produksi yang sempurna dan umur pahat yang diperluas.
2. Solusi khusus untuk setiap kebutuhan
Apakah Anda memerlukan peti yang dapat ditumpuk, desain berventilasi, wadah tugas berat, atau fitur khusus industri, kami membuat cetakan yang selaras dengan spesifikasi tepat Anda. Pendekatan kolaboratif kami memastikan visi desain Anda menjadi kenyataan.
3. Produksi hemat biaya
Kami memanfaatkan bahan canggih dan merampingkan proses untuk mengurangi biaya jangka panjang. Cetakan kami meminimalkan limbah material, mempercepat waktu siklus, dan mendukung output volume tinggi memaksimalkan ROI Anda.
4. Kualitas dijamin
Protokol QA/QC yang ketat di setiap prototipe tahap-dari untuk cetakan bebas-pembentukan pengujian akhir. Kami memprioritaskan daya tahan, akurasi dimensi, dan kemudahan pemeliharaan.
5. Turnaround cepat, jangkauan global
Alur kerja produksi gesit dan rekam jejak yang terbukti dari pengiriman tepat waktu, bahkan untuk proyek-proyek yang kompleks. Kami melayani klien di seluruh dunia, menawarkan dukungan end-to-end dari desain hingga layanan purna jual.
6. Inovasi yang digerakkan oleh keberlanjutan
Kami merancang cetakan untuk bahan yang dapat didaur ulang (misalnya, PP, HDPE) dan manufaktur hemat energi, membantu Anda memenuhi tujuan ramah lingkungan tanpa mengurangi kekuatan atau fungsionalitas.





