



Spesifikasi jamur
|
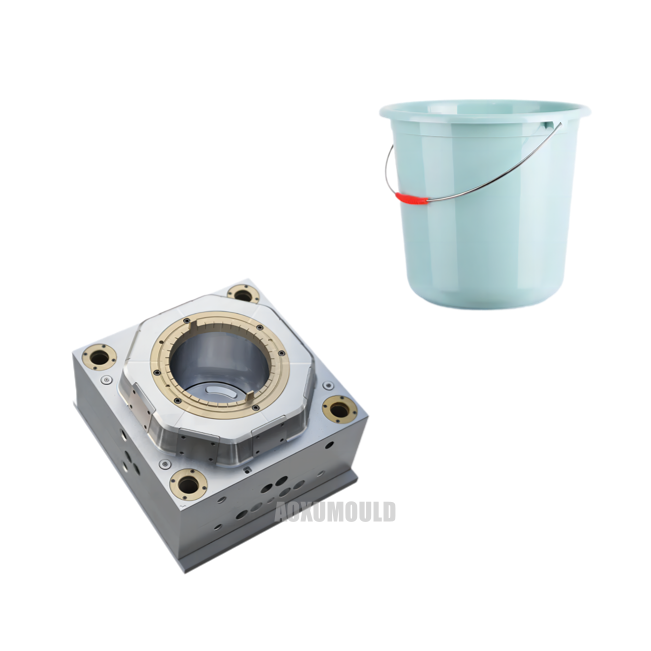
Nama cetakan |
Cetakan ember air plastik |
|
Bahan produk |
Pp |
|
Ukuran produk |
240x320x290mm (termasuk roda) |
|
Berat produk |
550g |
|
Bahan cetakan untuk rongga &. Inti |
C45, P20, 718, 2738 |
|
Basis cetakan |
C45 |
|
Sistem Injeksi |
Gerbang terbuka pelari panas atau gerbang katup |
|
Mesin injeksi yang cocok |
550T |
|
Ukuran cetakan |
490x630x575mm |
|
Cetakan masa hidup |
lebih dari 300, 000 pcs |
ApaDETAILSDo YouNEedTo PayAttentionTo Winduk ayamDEsigningPlasticBUcket?

1. Pemilihan Bahan: Pilih bahan baku plastik berkualitas tinggi untuk memastikan bahwa ember memiliki kekuatan dan daya tahan yang cukup. Pada saat yang sama, perlu untuk memastikan bahwa bahan plastik yang dipilih memenuhi standar keselamatan yang relevan dan tidak mengandung zat berbahaya.
2. Desain Kapasitas: Kapasitas ember harus dirancang sesuai dengan kebutuhan pengguna dan menggunakan skenario, yang harus memastikan bahwa jumlah air dapat diisi sudah cukup, dan kenyamanan membawa dan menggunakan harus diperhitungkan.
3. Desain Struktural: Desain struktural ember harus masuk akal, memastikan bahwa itu kuat dan stabil, dan tidak mudah untuk deformasi atau kerusakan. Terutama dalam desain bagian dan pegangan koneksi, perlu untuk memastikan kapasitas dan kenyamanan yang memuat beban.
4. Bucket Mouth Design: Desain mulut ember harus memperhitungkan kenyamanan menuangkan air dan membersihkan, dan kaliber harus moderat, mudah dituangkan air atau dibersihkan.
5. Desain Penampilan: Selain fungsionalitas, desain penampilan ember juga penting. Ini memiliki desain penampilan yang menarik, sehingga orang dapat menyukainya, dan meningkatkan pengalaman pengguna.
BagaimanaTo EnsureTDiaLoad-BearingCKurapPlasticBUcket?
Langkah-langkah utama untuk memastikan kapasitas penahan beban
1.Pemilihan materi
Polyethylene kepadatan tinggi (HDPE): Tahan terhadap dampak dan korosi kimia, adalah bahan umum dalam ember.
Polypropylene (PP): Ringan dan tahan terhadap suhu tinggi, tetapi mungkin menjadi rapuh pada suhu rendah.
Tambahkan agen penguat, seperti serat kaca atau serat karbon, untuk meningkatkan kekakuan material.
2.Optimalisasi Desain Struktural
Pengaku Bawah: Desain kisi atau pengaku cincin untuk mendistribusikan tekanan bawah.
Distribusi ketebalan dinding: Dinding bawah dan samping menebal (biasanya bagian bawah adalah yang paling tebal), dan bagian atas dapat menipis dengan tepat.
Transisi Bulat: Hindari desain sudut kanan untuk mengurangi risiko pecah yang disebabkan oleh konsentrasi stres.
3.Kontrol proses manufaktur
Parameter cetakan injeksi: Kontrol suhu, tekanan, dan laju pendinginan yang tepat untuk menghindari gelembung atau tanda penyusutan.
Akurasi Cetakan: Pastikan ketebalan dinding yang seragam dan mengurangi cacat.
Pasca perawatan: Annealing untuk menghilangkan stres internal dan meningkatkan stabilitas jangka panjang.
4.Kontrol dan inspeksi kualitas
Uji Tekanan Pengambilan Sampel: Simulasi beban aktual untuk mendeteksi titik kritis deformasi atau pecah.
Deteksi ketebalan dinding: pengukur ketebalan ultrasonik atau laser untuk memastikan bahwa ketebalannya sesuai dengan standar.
Tes drop: Verifikasi resistensi dampak dalam transportasi atau penggunaan.
5.Kemampuan beradaptasi lingkungan
Dampak suhu: Bahan tahan dingin (seperti HDPE yang dimodifikasi) harus dipilih untuk lingkungan suhu rendah.
Perlindungan UV: Agen anti-UV ditambahkan untuk mencegah kehilangan kekuatan karena penuaan.
Kedua, standar tes yang biasa digunakan
Bucket plastik harus diuji sesuai dengan standar internasional, nasional atau industri, berikut ini adalah standar umum:
1. Standar Internasional
ASTM D1998: Evaluasi kekuatan hidrostatik jangka panjang (misalnya resistensi creep) dari bahan HDPE.
ASTM D2412: Uji pemuatan pelat paralel, mengukur resistansi kompresi tubuh barel.
ISO 13268: Menguji kinerja kompresi wadah plastik bawah tanah di bawah siklus suhu.
ISO 22498: Metode uji drop untuk wadah plastik.
2. Standar Domestik
GB/T 13508-2011: Standar untuk wadah cetakan blow polietilen, menutupi hidrostatik, drop dan tes lainnya.
QB/T 2818-2017: Standar industri Barel Air Minum Plastik, yang menentukan laju deformasi beban, penyegelan, dll.
GB/T 4857.5: Metode uji drop untuk pengemasan transportasi (proses pemuatan dan pembongkaran simulasi).
3. Metode Uji
Uji beban statis: Beratah beban beban (seperti kapasitas nominal 1,5 kali) selama 24 jam untuk memeriksa deformasi atau kebocoran.
Tes drop: jatuh bebas dari ketinggian 1,2 hingga 1,5 meter (sudut berbeda) untuk mengamati apakah itu rusak.
Tes tekanan: Tekanan internal ke nilai desain (seperti 0. 1mpa), pertahankan 30 menit tanpa bocor.
Uji Lingkungan: Perubahan uji kapasitas bantalan beban pada suhu tinggi (60 derajat C) atau suhu rendah ({-20 derajat C).
Tes Creep Jangka Panjang: Beban selama beberapa bulan untuk menilai resistensi material terhadap deformasi.
Desain untuk Produk &. Cetakan

ApaAulangTDiaPmerajukSTEPSAndRkesetaraanPlasticAir BUcketCetakan?

Pertama, langkah pemrosesan cetakan ember air plastik
1. BulanuDesain LD
Analisis Produk: Desain sesuai dengan ukuran, bentuk, ketebalan dinding, penguatan dan persyaratan lain dari ember.
Desain Permukaan Perpisahan: Tentukan permukaan perpisahan cetakan untuk memastikan demam yang halus.
Desain Sistem Gating: Sistem Design Runner, Gate, dan Knalpot untuk memastikan pengisian plastik yang seragam.
Desain Sistem Pendingin: Desain air pendingin untuk memastikan pendinginan cetakan yang cepat dan seragam.
Desain Sistem Ejector: Desain pelat tiga atau atas untuk memastikan pelepasan produk yang halus.
2. Pemilihan material
Die Steel: P20 yang umum digunakan, 718, H13 dan baja die berkualitas tinggi lainnya, membutuhkan kekerasan tinggi, ketahanan aus dan ketahanan korosi.
Perawatan Permukaan: Seperti nitridasi, pelapisan krom, dll., Meningkatkan kekerasan permukaan cetakan dan ketahanan aus.
3. BulanuPemrosesan LD
Roughing: Penggunaan mesin penggilingan, mesin bubut dan peralatan lainnya untuk pemrosesan awal untuk menghilangkan kelebihan material.
Finishing: Pemesinan presisi menggunakan alat mesin CNC untuk memastikan akurasi dimensi dan permukaan akhir.
Pemesinan Debit Listrik (EDM): Digunakan untuk bentuk kompleks pemesinan dan struktur halus.
Polishing: Rongga dan inti dipoles untuk memastikan permukaan yang halus.
4. BlnuMajelis LD
Perakitan Suku Cadang: Pasang bagian -bagian mesin untuk memastikan ketepatan setiap bagian.
Commissioning: Untuk menguji cetakan, menyesuaikan sistem penuangan, sistem pendingin, dan sistem ejeksi untuk memastikan operasi normal cetakan.
5. BulanuPengujian dan Koreksi LD
Cetakan uji: Gunakan bahan produksi aktual untuk menguji cetakan, periksa ukuran produk, kualitas permukaan dan kondisi demoulding.
Koreksi: Menurut hasil tes, cetakan dikoreksi sampai persyaratan desain dipenuhi.
Kedua, persyaratan pemrosesan cetakan ember air plastik
1. Akurasi dimensi
Ukuran rongga: Untuk memastikan bahwa ukuran rongga akurat dan sesuai dengan persyaratan desain produk, biasanya toleransi dikendalikan dalam ± 0. 05mm.
Akurasi pas: Bagian -bagiannya pas secara merata, hindari flash atau cetakan.
2. Kualitas Permukaan
Finish: persyaratan rongga dan permukaan inti tinggi, biasanya perlu mencapai ra 0. 2 atau kurang.
Tidak ada cacat: Tidak ada goresan, retak, pori -pori, dan cacat lainnya di permukaan.
3. Kekuatan Struktural
Kekakuan: Cetakan harus memiliki kekakuan yang cukup untuk menghindari deformasi selama cetakan injeksi.
Ketahanan aus: Permukaan cetakan perlu dikeraskan untuk meningkatkan ketahanan aus dan memperpanjang masa pakai.
4. Sistem Pendinginan
Pendinginan Seragam: Desain air pendingin masuk akal untuk memastikan bahwa semua bagian cetakan didinginkan secara merata untuk menghindari deformasi produk.
Pendinginan Efisien: Efisiensi pendinginan yang tinggi, mempersingkat siklus injeksi.
5. Sistem Tuang
Desain jalur aliran: Ukuran jalur aliran masuk akal untuk memastikan aliran plastik yang halus dan mengurangi kehilangan tekanan.
Desain Gerbang: Lokasi dan ukuran gerbang sesuai untuk menghindari cacat permukaan produk.
6. Keluarkan sistem
Ejeksi halus: Desain sistem ejeksi masuk akal untuk memastikan pelepasan produk yang lancar, hindari deformasi atau kerusakan.
No Trace: Posisi bidal masuk akal untuk menghindari meninggalkan bekas yang jelas di permukaan produk.
7. Sistem Knalpot
Knalpot halus: Desain tangki knalpot masuk akal untuk memastikan pelepasan gas yang halus di cetakan dan menghindari gelembung atau pembakaran produk.
8. Kehidupan Layanan
Daya tahan: Cetakan harus memiliki umur layanan yang panjang, biasanya membutuhkan lebih dari 500, 000 kali.
Pemeliharaan Mudah: Desain struktur cetakan masuk akal, mudah dipelihara dan diperbaiki.
CobaCetakan ember air plastik
Kemasan &. Pengiriman

Komponen cetakan
Baja cetakan

Sistem pelari panas

Bagian standar

FAQ
T: Bahan apa yang terbuat dari cetakan injeksi ember plastik?
A: Bahan yang paling umum digunakan untuk manufaktur cetakan injeksi adalah baja berkualitas tinggi, seperti P20, 718, 2738, dll.
T: Apa proses membuat cetakan ember air plastik?
A: Proses membuat cetakan termasuk rekayasa desain, pemrograman mesin, pembuatan cetakan, pengujian cetakan dan validasi.
T: Dapatkah cetakan disesuaikan sesuai dengan persyaratan spesifik produk?
A: Ya, cetakan dapat disesuaikan dengan persyaratan produk tertentu sesuai dengan desain dan spesifikasi proyek.
T: Faktor apa yang harus kita pertimbangkan saat membuat cetakan plastik kita?
A: Beberapa faktor yang perlu dipertimbangkan ketika membuat cetakan plastik termasuk desain produk, pemilihan bahan plastik, pemilihan bahan cetakan, kapasitas mesin cetakan injeksi, waktu pendinginan, persyaratan perawatan cetakan, dll.
T: Berapa lama waktu yang dibutuhkan untuk membuat cetakan ember air plastik?
A: Waktu yang diperlukan untuk membuat cetakan tergantung pada kompleksitas dan ukuran cetakan. Namun, biasanya dibutuhkan enam hingga delapan minggu.
T: Bagaimana cara memastikan kualitas cetakan?
A: Untuk memastikan kualitas cetakan, desain dan rekayasa yang wajar, bahan berkualitas tinggi dan prosedur kontrol kualitas yang ketat harus digunakan dalam seluruh proses pembuatan cetakan.
T: Berapa lama cetakan bertahan?
A: Umur cetakan tergantung pada kualitas cetakan, metode pemeliharaan dan kondisi operasi. Cetakan yang terawat baik dapat digunakan ratusan ribu kali.
T: Apa manfaat membuat cetakan injeksi plastik?
A: Beberapa manfaat dari pembuatan cetakan plastik termasuk waktu produksi yang lebih cepat, biaya unit yang lebih rendah, presisi tinggi, dan kemampuan untuk menghasilkan bentuk dan desain yang kompleks.
T: Dapatkah cetakan ember air plastik kita diperbaiki dan dipelihara?
A: Ya, cetakan ember air plastik kami dapat diservis dan dipelihara untuk memperpanjang masa pakai mereka. Pemeliharaan rutin dapat mencegah kesalahan dan memastikan konsistensi kualitas.
Umpan balik pelanggan






